
Rotary Cut-to-Length Applications with Locally Manufactured EMF Torque Motor
In order to cut the sheet metal rolls to desired lengths after uncoiling, the sheet metal cutting companies first used the technique of cutting by stopping the line, and then the technique of cutting by moving the guillotine shears back and forth.
Today, for high production speed, the rotary cutting technology is ahead of all other technologies in terms of both speed and precision.
Today, the machines, in which the sheet metal rolls are uncoiled and driven at a constant speed and the moving sheet metal is cut in a rotating motion by means of the shears installed on a fixed chassis, are becoming indispensable. For both sheet metals and materials such as aluminum, etc., very high production speeds are achieved, and the cutting quality is maximized. The torque values of the servo motors used in such machines are increased by means of reducers, and the machines are able to cut the sheet metal burr as a single shot.
The Synchronous Torque Motors (SQM), which are manufactured by Elsim Elektroteknik company under EMF brand and which eliminate the need for reducers, and which were considered to replace the servo motors and reducers used for cut-to-length purposes, were subjected to a series of tests.
In rotary sheet metal cutting machines, it is not possible to achieve the desired result by cutting after making a single revolution at constant speed, despite other cutting habits. In order to achieve a proper cut, the speed of the guillotine blade has to be in the form of a sinusoidal wave. In order to carry out this process, called as cutting with sine compensation, we used our SQM motor as a direct drive. At each revolution of our engine, a length of sheet metal would be cut. The MC700 unit developed for this industry receives the line speed information and draws an interesting speed curve according to the length information of the sheet metal to be cut, and it requires the motor to follow this speed curve while it makes its revolution for cutting. In pictures 1 and 2, it can be seen how perfectly the achieved value follows the targeted value. With MC700 software, it is possible to see the error value in each cut. For each cut, an error ranging between 0 and 2 pulses was observed (see picture 3). So, it was proven with laboratory tests that it is possible to make production with very high precision and cutting quality at all cutting lengths, on a machine driven directly without using reducers, and the commencement of industrial applications is expected. Another advantage of these motors is that they need less energy compared to current systems, and thus provide savings for the establishment. The values of the tested motor were as follows:
Motor tested : SQM200 Synchronous Torque Motor 3,500 Nm, 100 rpm
Loading moment : 1,000 – 2,000 Nm, 150 - 170 rpm
Encoder used : 8.192 pulses/revolution
Today, for high production speed, the rotary cutting technology is ahead of all other technologies in terms of both speed and precision.
Today, the machines, in which the sheet metal rolls are uncoiled and driven at a constant speed and the moving sheet metal is cut in a rotating motion by means of the shears installed on a fixed chassis, are becoming indispensable. For both sheet metals and materials such as aluminum, etc., very high production speeds are achieved, and the cutting quality is maximized. The torque values of the servo motors used in such machines are increased by means of reducers, and the machines are able to cut the sheet metal burr as a single shot.
The Synchronous Torque Motors (SQM), which are manufactured by Elsim Elektroteknik company under EMF brand and which eliminate the need for reducers, and which were considered to replace the servo motors and reducers used for cut-to-length purposes, were subjected to a series of tests.
In rotary sheet metal cutting machines, it is not possible to achieve the desired result by cutting after making a single revolution at constant speed, despite other cutting habits. In order to achieve a proper cut, the speed of the guillotine blade has to be in the form of a sinusoidal wave. In order to carry out this process, called as cutting with sine compensation, we used our SQM motor as a direct drive. At each revolution of our engine, a length of sheet metal would be cut. The MC700 unit developed for this industry receives the line speed information and draws an interesting speed curve according to the length information of the sheet metal to be cut, and it requires the motor to follow this speed curve while it makes its revolution for cutting. In pictures 1 and 2, it can be seen how perfectly the achieved value follows the targeted value. With MC700 software, it is possible to see the error value in each cut. For each cut, an error ranging between 0 and 2 pulses was observed (see picture 3). So, it was proven with laboratory tests that it is possible to make production with very high precision and cutting quality at all cutting lengths, on a machine driven directly without using reducers, and the commencement of industrial applications is expected. Another advantage of these motors is that they need less energy compared to current systems, and thus provide savings for the establishment. The values of the tested motor were as follows:
Motor tested : SQM200 Synchronous Torque Motor 3,500 Nm, 100 rpm
Loading moment : 1,000 – 2,000 Nm, 150 - 170 rpm
Encoder used : 8.192 pulses/revolution
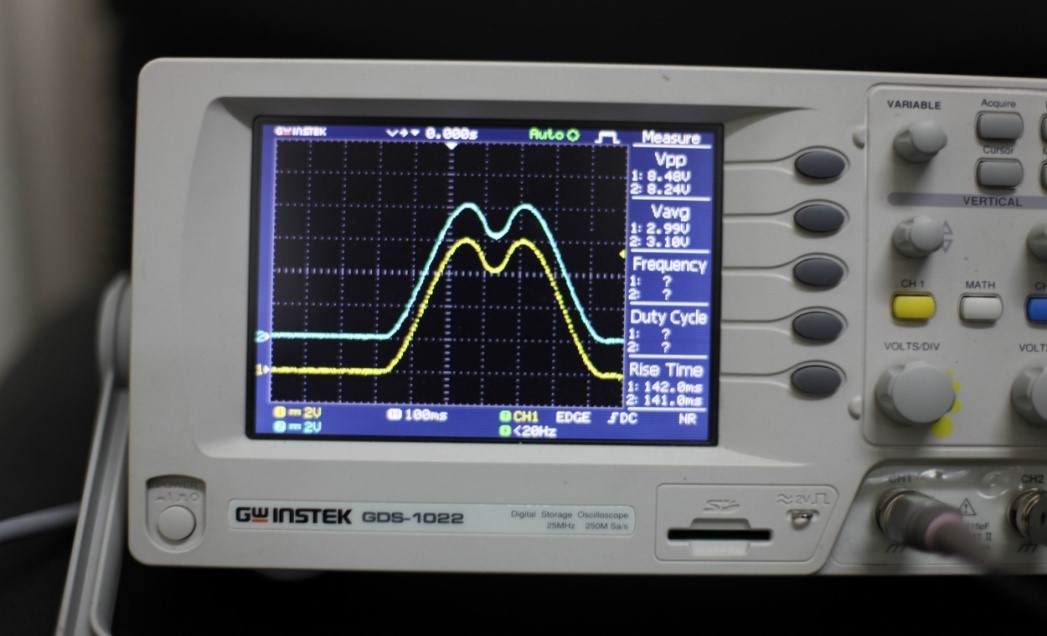
Picture 1. The speed graphic that the motor is required to follow is shown in blue, and the actual motion of the motor is shown in yellow.
|
Picture 2. The speed graphic that the motor is required to follow (blue) and the actual motion of the motor (yellow) were overlapped. It was observed that the two graphics perfectly overlapped, and that there was no deviation.
|
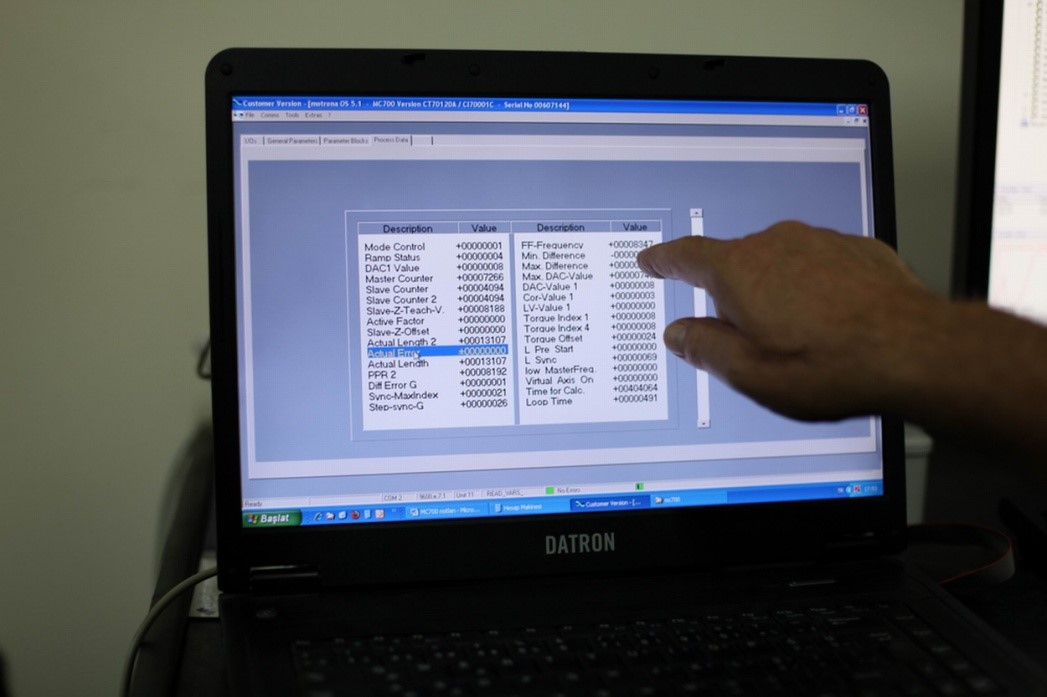
Picture 3. After each cut, the pulse value was read from the encoder and compared. It was observed that negligible differences ranging between 0 and 2 pulses were present after the motion.

Picture 4. A machine for cutting to length from sheet metal rolls